
- By ifm efector
- February 05, 2013
- News
Summary
-
This article examines how this new networking method compares to traditional wiring and the advantages of implementing safety networking.
Traditionally, point-to-point wiring has been the standard for wiring safety-switching components. Today, a new networking product integrates safety devices into standard PLCs and other higher level networks and provides a system for plants to operate more efficiently while simplifying complex wiring and troubleshooting. This article examines how this new networking method compares to traditional wiring and the advantages of implementing safety networking. The article covers:
- The role safety systems play in today’s industrial automation facilities
- The key advantages networking systems offer over point-to-point wiring
- The product breakthrough for safety networking – Safety at Work, illustrating the system in a conveying application
- How technology has influenced the need for integration of safety controls
In the past, safety standards across the board allowed only for hard-wired safety components. Today new approvals such as IEC 615081 and revised standards like NFPA 792 (2002 edition) are in place to accommodate safety networks and provide new standards for protection of life and limb. These new standards have led to an upsurge of interest in safety networks not only for their improved safety functions, but also for the ROI they promise to offer when implemented with other networks throughout an industrial enterprise.
With government regulations, consumer demand, and global competition on the rise, companies are forced to utilize the most cost-effective, efficient means of operating their production facilities. While operational efficiency is a concern for any business, manufacturing and process control systems also require the accurate and reliable transmission of data from sensors and control devices on the plant floor to processes across the entire manufacturing enterprise. This reliability is most important when the safety of human life is at stake. Safety is and will continue to be a topic first and foremost for operational engineers and plant managers throughout the world.
Traditional Wiring
Despite the level of importance safety systems carry, there is an ever-present difficulty for safety to be cost effective while maintaining the high level of reliability and accuracy the systems require. Traditionally, safety systems are constructed using point-to-point hard wire logic and safety relays that are connected to switching components and emergency stop buttons located in the field. Multiple wires from each device, fed through control cabinets, often result in large wire bundles running through the system. Due to the sheer volume of wires, installation time is considerable and troubleshooting is complex. Below is a list of the five biggest challenges plants face when using point-to-point wiring. While these may currently be the norm for safety systems, other industrial control applications are meeting these challenges by moving from hard wire based controls to industrial networks.
Challenges of conventional point-to-point wiring
- Wiring - Hard wiring each safety device to the main control cabinet can be very costly and time consuming.
- Troubleshooting - When troubleshooting a safety system, conventional wiring makes it difficult to determine where the point of failure has occurred.
- Additional Equipment - With conventional point-to-point wiring, additional input cards are needed for device status notification.
- Complex disassembly and assembly - When shipping and transporting a safety system, the disassembly and reassembly of each contact in the system can be very time consuming.
- Multiple safety zones - Additional relays are required for each safety zone
Today, there are many different types of industrial networking or ‘fieldbus’ technologies on the market. AS-i, DeviceNet, Profibus, and Ethernet are just some of the systems gaining popularity as plant engineers search for ways to streamline controls within their plant. In the past, point-topoint wiring has limited the information that can be transferred and received from the field. Often times, additional wiring, input cards, and other compatible equipment is needed to provide accurate diagnostics and process feedback. This increase in cost, as well as the increased level of data transmission, opened the door for industrial networks. Industrial networking technologies offered the market an industry standard method of connecting devices together for the transfer of data back to a controller and allowed for more flexible applications and system expansion. Industrial networks use a high-speed communication backbone that integrates PCs or workstations with devices in the field to give the operator a user-friendly interface for communication with each device location in the field.
Safety at Work
As industrial controls make the progression from hard-wire based controls to industrial networks, companies have begun to develop safety-networking systems that function directly with these networks. The most popular of these in the market today is Safety at Work. Developed by a consortium of the world’s foremost experts on industrial controls, Safety at Work was designed to simplify wiring and overcome the challenges facing safety systems that operate with point-topoint relay logic.
The Safety at Work system is one of the first fully approved industrial safety networking systems. It carries TUV approval for application up to control category 4 according to EN954-13 and SIL 3 according to IEC 61508. The system uses one two-wire flat cable that integrates directly with most standard PLCs including Allen Bradley and Siemens as well as most bus systems. The system replaces hard wire logic with easily configurable drag-and-drop software by means of a PC. The following illustration shows the basic design of a Safety at Work network compared to the same components wired in a traditional point-to-point method. The illustration shows a significant reduction in wires and materials when using Safety at Work.
Figure 3 – Point-to-Point Wiring vs. Safety at Work
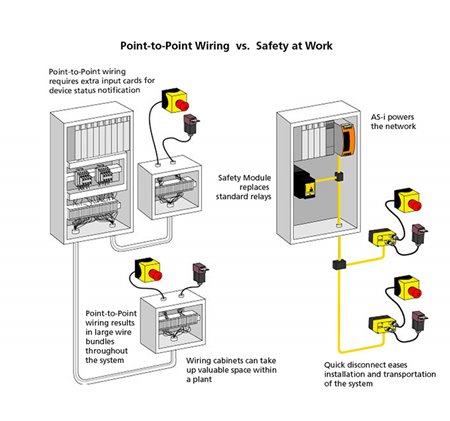
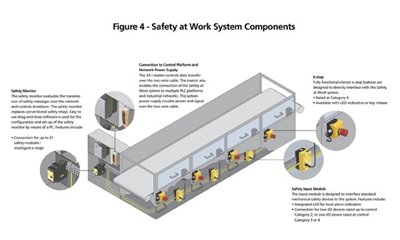
Safety at Work is comprised of three main components. (1) A Safety Monitor resides in the main control cabinet and is responsible for the translation of safety messages throughout the network. (2) An AS-i fieldbus network provides the communication infrastructure throughout the system. (3) Safety Input modules are used to interface directly with standard safety switching components and integrated Safety at Work E-stop buttons.
Utilizing the Actuator-Sensor interface protocol (AS-i) as the backbone for the transmission of safety-related information, 8x4 bit data sequences are stored in safety modules in the field. During installation and start up, the safety monitor must learn these code sequences. While in operation the safety monitor constantly compares the target sequence with the current sequence of the safety module. If a safety module provides a wrong code sequence (e.g. 4x0 bit), the safety monitor switches to the safe state.
The AS-i powered Safety at Work system uses a Control Platform Interface to connect with most standard PLCs and higher level networks. The system has the ability to handle multiple safety zones on one system and can be configured in almost any topology including ring, star, and trunk and drop.

Why make the move to safety networking?
With new technology supplying plant engineers with products that continually improve the speed and efficiency of their equipment, the safety liabilities to operate these new technologies are increasing as well. The safety aspect of the job will only continue to grow as equipment becomes more and more complex. This is why new standards and approvals have been put in place to insure that safety technology grows with the equipment it monitors. The key to the success of any system relies heavily on the system’s seamless implementation and simplicity of operation. In manufacturing plants throughout the world, the integration of multiple machines and applications produces the highest quality products in the highest quantities possible. Networks, put in place to achieve this integration, provide better control and monitoring of new and existing equipment. With this technology now available to offer this same control over life and limb, it seems only logical that safety networking be implemented not only to protect the production process but to safeguard the most important component of any plant – its people.
Footnotes
1 - IEC 61508 is concerned with functional safety, achieved by safety-related systems that are primarily implemented in electrical and/or electronic and/or programmable electronic (E/E/PE) technologies, i.e. E/E/PE safety related systems.
2 - NFPA 79 is the Electrical Standard for Industrial Machinery from the National Fire Protection Agency
3 - EN954-1 categories represent a classification of the safety-related parts of a control system with respect to their ability to withstand faults and their behavior in the event of faults.
***
This article was written and provided by ifm efector. ifm efector is one of the world's largest manufacturers of sensors and control products for industrial control applications. Products include proximity switches, photoelectric sensors, fiber optics and controllers, speed monitors, pressure sensors, flow sensors, temperature sensors, level sensors, valve position sensors, mobile controls and a complete line of AS-I networking and control products. For more information, Contact ifm efector or visit their website at www.ifmefector.com.
About The Author
This article examines how this new networking method compares to traditional wiring and the advantages of implementing safety networking.
Did you enjoy this great article?
Check out our free e-newsletters to read more great articles..
Subscribe