
- By Naeem Ismat
- February 19, 2006
- Feature
Summary
-
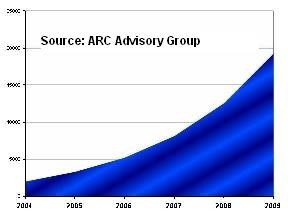
There is a growing challenge on the plant floor if you haven’t experienced it yet, I am sure you will soon. A study by ARC predicts that the number of factory floor devices with an IP address is going to TRIPLE in the next four years and those devices are pushing lower and lower into the controls architecture… from systems, to sub-systems down to sensors… so Ethernet equipment with an IP addresses are increasing rapidly.

There is a growing challenge on the plant floor if you haven’t experienced it yet, I am sure you will soon. A study by ARC predicts that the number of factory floor devices with an IP address is going to TRIPLE in the next four years and those devices are pushing lower and lower into the controls architecture… from systems, to sub-systems down to sensors… so Ethernet equipment with an IP addresses are increasing rapidly.
Plant floor/Industrial networks are different than the traditional office networks. Plant floor equipment with an Ethernet IP address are different than the PCs of the office and include specialized automation systems such as PLCs, robots, process controllers, and power monitoring systems. These systems required skilled technicians knowledgeable with the equipment to triage the potential cause of the problem. Many of the devices are enclosed in electrical cabinets in which only certain certified individuals are able to access.
Architectural and Environmental differences are due to distributed nature of the architecture, harsh, real-time production environment and especially end-point devices are the focus not the infrastructure.
On typical Plant Floor, we see:
Architecturally, they are much more distributed with switches and hubs distributed to throughout the plant, rather than centralized in racks and closets. The environment on the plant floor is harsh with a lot of interference, grounding issues and cabling issues. And because of the nature of the plant floor, there are constant moves, changes and additions. This type of environment would be highly unusual in a typical office environment.

Addressing is another big issue. The control system vendors make liberal use of fixed addresses on their Ethernet devices, and rely on that capability to make their systems work. There are typically very few fixed address devices in an office environment.
Finally, the industrial networks are focused on the end-points and the clients. The focus is on keeping those clients up and available. And these devices are very diverse ranging from simple sensors, PLC’s to high end power suppliers and large robots.
On typical Office Floor, we see:
The typical office network is focused on the infrastructure… are the hubs and routers working… are the servers available… and, by design, there is very little diversity between the clients. Most are PC’s of a certain class running a narrow range of operating systems, patch levels, etc….
When we talk about a large diversity of end-point devices on the plant floor, here is a small sample of the types of devices that are implied. If a customer plan to deploy more than 15,000 end-point devices in a single plant, most with a fixed address, we can imagine the issues in configuring and supporting that network with all those fixed addresses? Also IT guys hate fixed addresses as it is a constant problem for them, it limits their ability to reconfigure the network dynamically and it is a royal pain to maintain. That is why they drive every one to use DHCP which dynamically assigns a device an IP address.
As you are probably aware, over the last few years there has been a movement in industrial controls and automation to move the communication away from proprietary field bus standards to more open Ethernet Standards. There are various reasons for this, but the most driving are the inter-operability between the control system information and the enterprise information as well as the decreased infrastructure costs that come from being able to standardize on the infrastructure elements, routers, cabling, etc.
There are some downsides to the move to open standards. First, the standard is not specialized for the requirements of industrial control and automation. As a more general approach, there is a great deal more complexity in the management. It is also new which means there are new challenges. Different types of problems to diagnose, different relationships required and now the network an essential part of the overall control system is owned by IT, unlike the Fieldbus architectures where the whole control system was the responsibility of the Plant Floor. This requires a new working relationship between IT and the Plant floor for both to be successful. The first problem that immediately crops up “who owns IP device uptime on the plant floor”.
If we consider the some typical reasons a plant floor devices break down….
Consider a classic input power problem, the control technician with his true voltmeter can quickly diagnose this problem and fix the connection, swap out the power supply or whatever is necessary to get the device back running. Another type of problem is an application or sensor fault issue, to diagnose and repair these, a control technician typically uses the programming panel to check the sensor or for application errors. The integrated tools focus the diagnosis quickly and allow him repair by either swapping out the sensor or clearing the fault.
The last major classification type is communication fault…
To diagnose this problem is challenging because a communication fault may look like any of the other types of faults, it could look like a power problem, an application problem or even a sensor fault. This is a “new” kind of problem for Equipment with an IP address. Traditionally, a problem with Ethernet would typically be referred to IT, however, until the problem is diagnosed, it is not clear what kind of issue it is. To triage a problem we need to provide the control technician the capability to diagnose and repair the issue and quickly get the device functional (or replaced). For IT to be effective, they must be trained on all the other issues and on how to service the device. Clearly the latter is simply not practical.
In general, a new approach is needed to maintain the high availability required by the plant floor. Now graphical software exists in industry to simplify the task of Ethernet device support, developed to fill a gap between existing IT networking tools and networking on Plant Floor. By using these software in control systems which are designed by Industrial communication experts, the needs and requirement of new and growing Ethernet challenge on the plant floor can be handled as the features and capabilities centered on the requirement to manage groups of distributed Ethernet nodes. Graphical view of IP devices is just like your ladder logic graphically represents the flow so that local technicians can quickly and easily resolve the problem. Without this graphical view it would be virtually impossible to support control systems.
I closely saw use of this type of software in industries and found it safe and secure, adhering to the security rules of your network, and it provides an intuitive graphical device centric interface to allow the local personnel to quickly diagnose and repair those common problems on the plant floor. I also found that it provides integration to existing web based document control system or file system to provide access to work instructions, manuals, and drawings to help the technician to minimize downtime. And it can be integrated to existing systems alarm and event systems to log events and notify appropriate personnel when these common problems are detected. At the end of the day, it will increase uptime while decreasing the disruptions to both production and to the IT department diagnosing these plant floor specific issues. The need for such application/software in your control system will become essential in next 5 years as more devices are being connected to Ethernet.
About The Author
AutomationMedia.com is a website devoted to Useful news, articles, reviews,QA forum and knowledgebase about Automation and Controls Engineering with an emphasis on important new technology information and a lot of good information about OPC.
Did you enjoy this great article?
Check out our free e-newsletters to read more great articles..
Subscribe