



As the manufacturing world becomes more and more automated, industrial sensors have become the key to increasing both productivity and safety. Industrial sensors are the eyes and ears of the new factory floor, and they come in all sizes, shapes, and technologies. The most common technologies are inductive, capacitive, photoelectric, magnetic, and ultrasonic. Each technology has unique strengths and weaknesses, so the requirements of the application itself will determine what technology should be used. This article is focused on photoelectric sensors and defines what they are, their advantages and some basic modes of operation.
Photoelectric sensors are readily present in everyday life. They help safely control the opening and closing of garage doors, turn on sink faucets with the wave of a hand, control elevators, open the doors at the grocery store, detect the winning car at racing events, and so much more. A photoelectric sensor is a device that detects a change in light intensity. Typically, this means either non-detection or detection of the sensor’s emitted light source. The type of light and method by which the target is detected varies depending on the sensor.
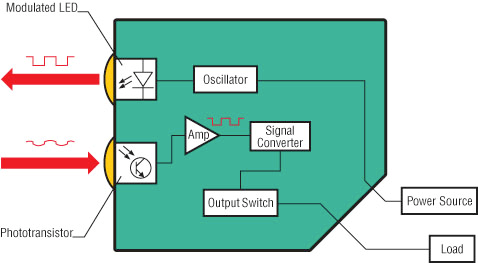
Photoelectric sensors are made up of a light source (LED), a receiver (phototransistor), a signal converter, and an amplifier. The phototransistor analyzes incoming light, verifies that it is from the LED, and appropriately triggers an output.
Photoelectric sensors offer many advantages when compared to other technologies. Sensing ranges for photoelectric sensors far surpass the inductive, capacitive, magnetic, and ultrasonic technologies. Their small size versus sensing range and a unique variety of housings makes them a perfect fit for almost any application. Finally, with continual advances in technology, photoelectric sensors are price competitive with other sensing technologies.
Sensing Modes
Photoelectric sensors provide three primary methods of target detection: diffused, retro-reflective and thru-beam, with variations of each. Diffused Mode In diffused mode sensing, sometimes called proximity mode, the transmitter and receiver are in the same housing. Light from the transmitter strikes the target, which reflects light at arbitrary angles. Some of the reflected light returns to the receiver, and the target is detected. Because much of the transmitted energy is lost due to the targets angle and ability to reflect light, diffused mode results in shorter sensing ranges than is attainable with retro-reflective and thru-beam modes.
The advantage is that a secondary device, such as a reflector or a separate receiver, is not required. Factors affecting diffused mode sensing range include the target’s color, size, and finish because these directly affect its reflectivity and therefore its ability to reflect light back to the sensor’s receiver. The table below illustrates the effect of the target on the sensing range for diffused mode sensing.
DIFFUSED MODE REFLECTIVITY TABLE

* The values in this chart are intended only as guidelines, as a variety of factors determine the exact sensing range in an application. Diffused Convergent Beam Mode Convergent beam mode is a more efficient method of diffused mode sensing. In convergent beam mode, the transmitter lens is focused to an exact point in front of the sensor, and the receiver lens is focused to the same point. The sensing range is fixed and defined as the focus point. The sensor is then able to detect an object at this focal point, plus or minus some distance, known as the “sensing window”.
Objects in front of or behind this sensing window are ignored. The sensing window is dependent on the target’s reflectivity and the sensitivity adjustment. Because all of the emitted energy is focused to a single point, a high amount of excess gain is available, which enables the sensor to easily detect narrow or low reflectivity targets.
 Diffused Mode with Background Suppression Diffused mode sensing with background suppression detects targets only up to a certain “cut-off” distance, but ignores objects beyond the distance. This mode also minimizes sensitivity to a target’s color among the diffused mode variations. One main advantage of diffused mode with background suppression is the ability to ignore a background object that may be incorrectly identified as a target by a standard diffused mode photoelectric sensor. Diffused mode with background suppression can operate at a fixed distance or at a variable distance. Background suppression can be accomplished technically in two ways, either mechanically or electronically.
Diffused Mode with Background Suppression Diffused mode sensing with background suppression detects targets only up to a certain “cut-off” distance, but ignores objects beyond the distance. This mode also minimizes sensitivity to a target’s color among the diffused mode variations. One main advantage of diffused mode with background suppression is the ability to ignore a background object that may be incorrectly identified as a target by a standard diffused mode photoelectric sensor. Diffused mode with background suppression can operate at a fixed distance or at a variable distance. Background suppression can be accomplished technically in two ways, either mechanically or electronically.
Diffused Mode with Mechanical Background Suppression For mechanical background suppression, there are two receiving elements in the photoelectric sensor, one of which receives light from the target and the other receives light from the background. When the reflected light at the target receiver is greater than that at the background receiver, the target is detected and the output is activated. When the reflected light at the background receiver is greater than that at the target receiver, the target is not detected and the output does not change state. The focal point can be mechanically adjusted for variable distance sensors.
 Diffused Mode with Electronic Background Suppression With electronic background suppression, a Position Sensitive Device (PSD) is used inside the sensor instead of mechanical parts. The transmitter emits a light beam, which is reflected back to two different points on the PSD from both the target and the background material. The sensor evaluates the light striking these two points on the PSD and compares this signal to the pre-set value to determine whether the output changes state.
Diffused Mode with Electronic Background Suppression With electronic background suppression, a Position Sensitive Device (PSD) is used inside the sensor instead of mechanical parts. The transmitter emits a light beam, which is reflected back to two different points on the PSD from both the target and the background material. The sensor evaluates the light striking these two points on the PSD and compares this signal to the pre-set value to determine whether the output changes state. 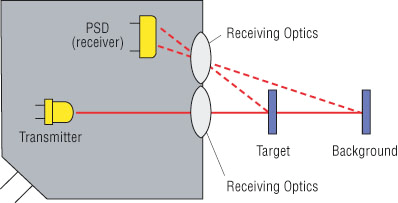
Retro-reflective mode Retro-reflective mode is the second primary mode of photoelectric sensing. As with diffused mode sensing, the transmitter and receiver are in the same housing, but a reflector is used to reflect the light from the transmitter back to the receiver. The target is detected when it blocks the beam from the photoelectric sensor to the reflector. Retro-reflective mode typically allows longer sensing ranges than diffused mode due to the increased efficiency of the reflector compared with the reflectivity of most targets. The target color and finish do not affect the sensing range in retro-reflective mode as they do with diffused mode.
Retro-reflective mode photoelectric sensors are available with or without polarization filters. A polarization filter only allows light at a certain phase angle back to the receiver, which allows the sensor to see a shiny object as a target and not incorrectly as a reflector. This is because light reflected from the reflectors shifts the phase of the light, whereas light reflected from a shiny target does not. A polarized retro-reflective photoelectric sensor must be used with a corner-cube reflector, which is a type of reflector with the ability to accurately return the light energy, on a parallel axis, back to the receiver. Polarized retro-reflective sensors are recommended for any application with reflective targets.

Non-polarized retro-reflective photoelectric sensors usually allow longer sensing ranges than polarized versions, but can falsely identify a shiny target as a reflector. Retro-reflective mode for clear object detection Detecting clear objects can be achieved with a retro-reflective mode for clear object detection photoelectric sensor. These sensors utilize a low hysteresis circuit to detect small changes in light that commonly occur when sensing clear objects. The clear object mode sensor uses polarized filters on both the sensor transmitter and receiver to reduce false responses caused by reflections from the target.
Retro-reflective mode with foreground suppression Retro-reflective sensors with foreground suppression will not falsely identify glossy targets as the reflector when they are within a certain distance, or dead zone. This mode is suited for detecting shrink-wrapped pallets, as a standard retro-reflective mode sensor can mistake the glossy covering for a reflector and not change state. Optical apertures in front of the transmitter and receiver elements in the sensor housing produce a zone to eliminate erroneous detection of reflective material. Thru-beam mode Thru-beam mode—also called opposed mode-- is the third and final primary method of detection for photoelectric sensors. This mode uses two separate housings, one for the transmitter and one for the receiver.
The light from the transmitter is aimed at the receiver and when a target breaks this light beam, the output on the receiver is activated. This mode is the most efficient of the three, and allows the longest possible sensing ranges for photoelectric sensors. Thru-beam mode sensors are available in a variety of styles. The most common includes one transmitter housing, one receiver housing, and one light beam between the two housings. Another type is “slot” or “fork” photoelectric sensors that incorporate both transmitter and receiver into one housing, with no alignment required.
Light grids are arrays of many different transmitters in one housing and many different receivers in another housing, which, when aimed at each other, create a virtual “sheet” of light beams. Fiber optic sensing Fiber sensors guide the light from the transmitter through either plastic or glass cables called fiber optic cables. In applications involving small targets or unfavorable conditions, fiber optic cables may be the optimum solution. Fiber optic cables allow either diffused mode or thru-beam mode sensing. Glass fiber optic cables are constructed from tiny strands of glass that are bundled together inside an application-specific sheath.
Glass fiber optic cables are typically more rugged than plastic versions, more efficient in light transmission resulting in longer sensing ranges, and work well with both visible red and infrared light. Plastic fiber optic cables are manufactured from a light conductive plastic monofilament material and are housed in a protective PVC jacket. Plastic fiber optic cables are typically more flexible and cost-effective than glass versions, can be cut to length, and work only with visible light.
SIDEBAR/BOX
Application Specific Photoelectric Sensors
In addition to the standard modes of operation for photoelectric sensors, several application specific sensors also exist. These sensors are used to solve many non-traditional photoelectric applications, such as detecting changes in a target’s color, porous targets, and invisible markings on products.
Examples of application specific sensors include:
Color
– Color sensors are available in a wide variety of styles and options. The most basic color sensors are single channel units, which can be programmed to detect a single color. More advanced units can detect up to ten or more unique colors and allow multiple shades to be programmed on the same channel. Typical applications include quality control where different colors are marked on the product, as a stage of production is complete. Another possible application would be to program multiple shades of a color on the same channel.
These colors could indicate the manufacturers acceptable range of color variance for a finished product in a dyeing or injection molding application.
Contrast
– Contrast sensors are used to detect a difference in two colors or media. The sensor is first taught two different conditions. Next, it evaluates the current conditions, and if the current target’s reflected light is closer to the first condition the output will remain off. If the current target’s reflected light is closer to the second condition, the output will change state. A typical application for contrast sensing is registration mark detection before cutting or converting paper in the packaging industry.
Luminescence
– Luminescence sensors are used to detect inks, greases, glues, paints, chalks and other materials with luminescent properties. Marks on irregular backgrounds and clear or invisible markings are easily sensed using an ultraviolet light source. Typical applications for luminescence sensors are detecting the clear tamper-proof seals on medicine bottles or detecting a defective product that has been marked with chalk (i.e. a knot in a piece of wood).
Light grids
– Light grids are used to create a grid or sheet of light. There are many variations, sizes and applications for light grids. Miniature, high-resolution light grids can be used for small parts counting. Larger grids can be used to ensure part ejection from a press before the next press cycle. Safety light grids are used to create a safe “perimeter” around a machine so that operators are protected from potentially dangerous parts of the machine.
Passive infrared
- Passive infrared sensors are used to detect movement of an object within a defined sensing area or zone. The term passive is used because the sensor does not emit any light, but instead detects infrared emissions from an object with a temperature that is different than the surrounding environment. A typical application for passive infrared sensors is controlling automatic doors or lights.
Zone scanners
– Much like passive infrared sensors, area scanners are used to detect the presence or movement of an object within a defined sensing area or zone. The main difference is that active infrared sensors emit light and are able to detect movement of an object in the area when the temperature of the target cannot be determined. A typical application could be detecting vehicles approaching an overhead door in a warehouse since neither the temperature of the vehicle or the environment could be determined.
For more information: www.am.pepperl-fuchs.com [email protected] Ph: 330-486-0001