



Manufacturing industries commonly use extrusion processes to create all kinds of raw materials and finished products. Some of the simplest are strands which are cut into pellets, but more complicated profiles like piping, window frames, solar collector tubes and others are possible. These types of processing lines require several sequential activities, and the equipment at each step is usually sourced from a different vendor and uses a unique control platform and methodology. Not only must each machine coordinate well with others both upstream and downstream, but the site may run a wide variety of products and recipes, which complicates integration. At one site, we recently ran into all these issues and more.
The existing controls were from several vendors, they were old and becoming obsolete, and some control was hardwired and pneumatic. Production required a lot of labor-intensive manual setup and adjustment, and poor control created quality issues. Instead of upgrading the production line one machine at a time, we knew the best approach would be to install a modern PLC able to control all the steps directly or from a supervisory aspect, with a capable HMI to monitor all operations, and motor drives installed as needed.
Extrusion basics
Typical extrusion lines have several different but closely related elements (Figure 1):
- Extruder: heats and compounds the material, forcing it through a die to produce a continuous length of a profile.
- Water bath: cools the material so it can be handled without deformation.
- Puller: pulls the material with a consistent tension to move it along without deformation.
- Drilling/slitting/slicing: sometimes secondary operations must be performed on the material as it is moving, and this equipment must be synchronized to move with the product.
- Flying cutoff: cuts the material to length, it also must be synchronized to move with the product.
- Material handling: stacking table and other equipment to gather and transport the product.
 At this client site, there were four extrusion lines producing a very specialized piping profile product for the solar heating industry. Everything used a variety of older digital automation controls, and some hardwired automation systems. There were many selectors and pushbuttons for each system, but most of the programming was based on timers, and was therefore not very amenable to product changes. Users had to update timer variables for each product changeover, and they even had to update settings based on other conditions like equipment wear. Sometimes they actually needed to physically move limit switches.
At this client site, there were four extrusion lines producing a very specialized piping profile product for the solar heating industry. Everything used a variety of older digital automation controls, and some hardwired automation systems. There were many selectors and pushbuttons for each system, but most of the programming was based on timers, and was therefore not very amenable to product changes. Users had to update timer variables for each product changeover, and they even had to update settings based on other conditions like equipment wear. Sometimes they actually needed to physically move limit switches.
All this introduced lots of opportunities for errors, and startup and changeover generated a lot of scrap, and even once in production there were often high reject rates (Figure 2). 
Modernizing the extrusion line
Because this facility was busily running at capacity, a long outage for a complete automation cutover was not an acceptable option. We knew that with the right PLC platform, we could not only improve the automation of each step, but also make the upstream/downstream coordination seamless. And if we architected things right, we could progressively automate each portion of the system during brief outages. We also needed to modernize the associated motor controls.
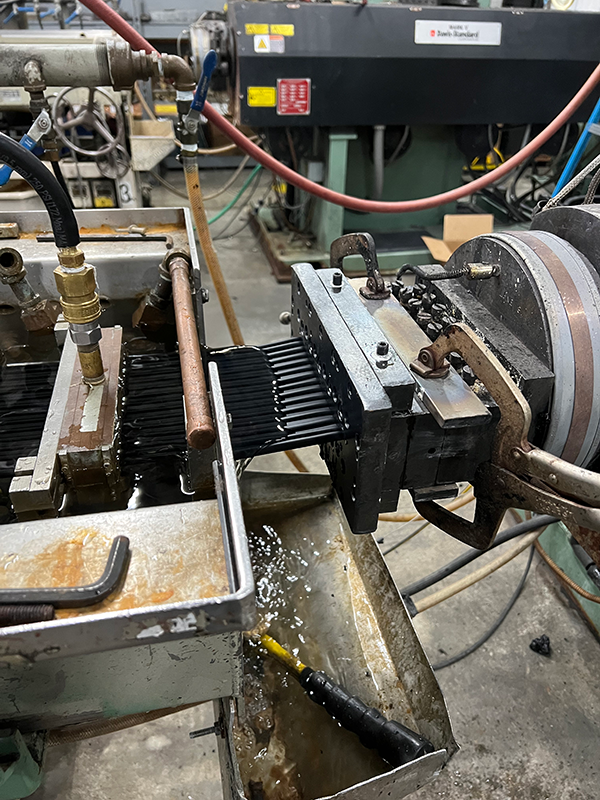
Based on previous experiences with the AutomationDirect Do-more BRX family of PLCs, we were convinced that they were the right choice for this project, so we designed a main control panel to house a BRX PLC and automate one of the four production lines (Figure 3).  For the first cutover, we eliminated the old and unreliable puller speed controller and the separate feet-per-minute (FPM) indicator. The existing FPM indicator was never actually correct as the speed was a function of the puller belt radius, with the belt wearing constantly. We replaced the indicator with a Koyo 2500 pulses-per-revolution encoder on the puller drive pulley, and connected it to a PLC high-speed digital input.
For the first cutover, we eliminated the old and unreliable puller speed controller and the separate feet-per-minute (FPM) indicator. The existing FPM indicator was never actually correct as the speed was a function of the puller belt radius, with the belt wearing constantly. We replaced the indicator with a Koyo 2500 pulses-per-revolution encoder on the puller drive pulley, and connected it to a PLC high-speed digital input.
We used an FC33 signal isolator to provide an analog 4-20ma output signal for control of the DC drive for the puller motor (Figure 4). Using the standard counter functions along with a PID loop provided accurate speed control and a reliable FPM display, and it took under a minute for the BRX PID autotune function to accurately tune the loop. 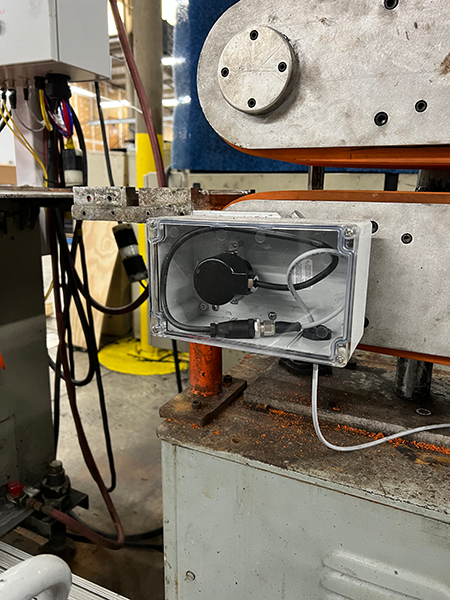 With the puller speed control squared away, we then used another high-speed counter driven by the same encoder to control the flying cutoff. There are four completely different cutoff devices, one for each extrusion line. The one PLC now controls the blade air cylinder, and/or plate clamp cylinder and saw motor, plus the table return cylinder.
With the puller speed control squared away, we then used another high-speed counter driven by the same encoder to control the flying cutoff. There are four completely different cutoff devices, one for each extrusion line. The one PLC now controls the blade air cylinder, and/or plate clamp cylinder and saw motor, plus the table return cylinder.
This eliminates all the control devices previously used, so the all the lines work the same way from the operator’s point of view. Every time a cut is made, the length counter resets to zero. The encoder controls the length accurately, regardless of speed. This allows product to be cut shorter and more accurately, producing less waste in subsequent trimming operations. As in the past, belt wear affects the actual length, but now the compensation is easily performed by operators with simple plus/minus buttons on the HMI display to correct the resulting length.
This belt radius compensation is applicable to all product lengths. For this product, another operation is slicing off the edges on each end of the product using a pair of air actuated knives. In the past, these were cut very long because poor triggering accuracy required a large margin of error. With the new controls, encoder, and counter, the desired lead slice and end slice distances are easily entered by the operator, and the PLC correctly locates the total slice at the right point with respect to cutoff. Some products also get additional slices starting at a specific distance from the cutoff, with a specified length, gap between slices, and number of slices per product.
The old system was unwieldy to set up using timers as any change in speed, product length, or belt wear impacted the settings. Using a third high-speed counter in the PLC, it was a simple matter for the PLC to do the math and properly locate and size the slices for every product. Once the product gets cut off it passes onto a stacking table. Previously this table had its own controller and used a paddle switch and timer to control when it operated. Every time the product length changed the paddle switch needed to be relocated, and it often missed the end of the product if not accurately positioned.
The new PLC controls once again use the encoder information to accurately and repeatably perform this operation every time.
Simplified quality control and operation
As the product is made, samples need to be taken to inspect the cross section. As with the original system, a manual button allows a cut to be made at any time, which is useful for startup. However, in full production this manual button scraps two pieces of product. To overcome this, we programmed new functionality so when the HMI “sample” button is pushed, the system finishes the currently active product cut, then cuts a short sample, and then correctly resumes cutting the next part, minimizing product loss.
Along the same lines, multiple product sizes and configurations are handled using an HMI recipe display (Figure 5). For product changes, instead of making many configuration adjustments as with the old system, operators only need to push one product selection button. Changeover happens immediately and only produces one scrap part. 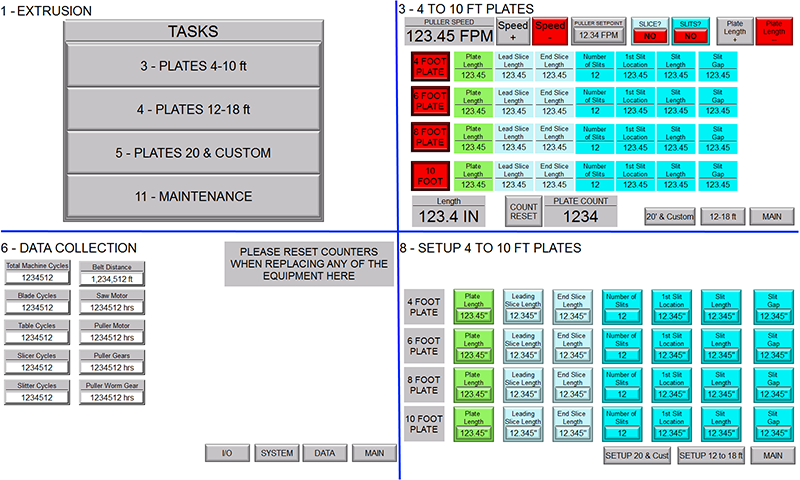 The HMI shows all the product recipe parameters, which operators can view and use to verify what is physically being produced, but those parameters are password-protected so only qualified supervisory personnel can adjust them. For special cases, one “special” recipe is available for operators to edit so they can create custom products if needed.
The HMI shows all the product recipe parameters, which operators can view and use to verify what is physically being produced, but those parameters are password-protected so only qualified supervisory personnel can adjust them. For special cases, one “special” recipe is available for operators to edit so they can create custom products if needed.
A password-protected maintenance screen contains other detailed parameters for line set up, such as encoder counts and distance between stations. Other diagnostic screens show input and output status, and provide triggering outputs for testing and setup (Figure 6). All devices have resettable counters to track life span. 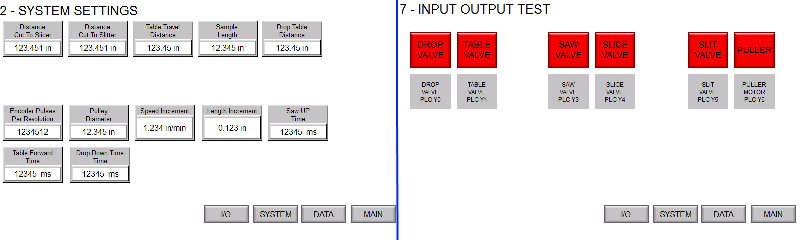
Progressive upgrade yields benefits
Many end users have one or more systems that need upgrades to remain serviceable. Large all-or-nothing rip-and-replace retrofits are risky to pull off and involve lots of downtime. For this client, we were able to use AutomationDirect products almost exclusively to create a control system retrofit platform that was flexible enough to be incrementally and progressively deployed. Now that the system is proven on one production line, we are in a position to rapidly replicate it to the other three. As a result of this changeover, we achieved quite a few objectives.
The large number of separate control devices has been consolidated into one PLC and HMI, which are models already used elsewhere in several other systems in this plant, greatly reducing the cost of support and spares. The amount of scrap has been greatly reduced by more accurate length control, faster startup, and one-button product changeover. The product is much more consistent, and this saves time and waste in downstream operations. This type of approach was ideal for this project, and it has widespread applicability in many similar applications. All figures courtesy of Gary Lucas
