



Context: Energy in manufacturing
CESMII is The Smart Manufacturing Institute, funded by the U.S. Department of Energy to support Clean Energy, Smart Manufacturing, and Innovation. An institute focus on Smart Manufacturing will deliver success in our mandates to drive innovation and improve energy utilization. But how is energy used today? How much is wasted? How does this look globally? And most important, what is CESMII doing to help? Those are the questions that are answered in this whitepaper.
Considering energy is an ingredient of every product
Energy is at the heart of all manufacturing, the products and the processes. It is required to obtain raw materials, to convert the raw materials into finished goods through manufacturing processes, to transport and store materials and products, and to deliver the finished goods to the customer. In fact, energy, when considering the entire ecosystem, can be a very significant ingredient in the production of virtually every product. CESMII offers a video with a speaker from General Mills, explaining the energy component in their products (note 1). NIST - the National Institute of Standards and Technology, has developed a standard.
The following illustration from the ASTM Standard E3012-16, expresses the transformation in a manufacturing process as a function of energy, materials, and information. Improving efficiency and reducing waste in manufacturing is also reducing the use of energy and materials. (note 2) 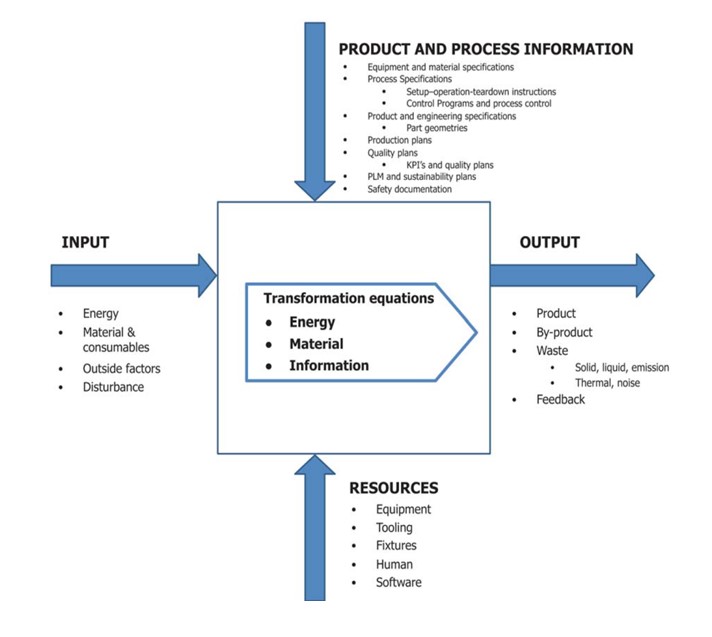
The utilization of energy
According to a publication by Lawrence Livermore Laboratory in 2018, about 23% of energy produced is used for industrial purposes. Of that, 49.0 percent goes to actual energy services while 51 percent is wasted. In the area of Transportation (partly supply chain oriented), a full 79.1 percent of energy is wasted.
(note 3) 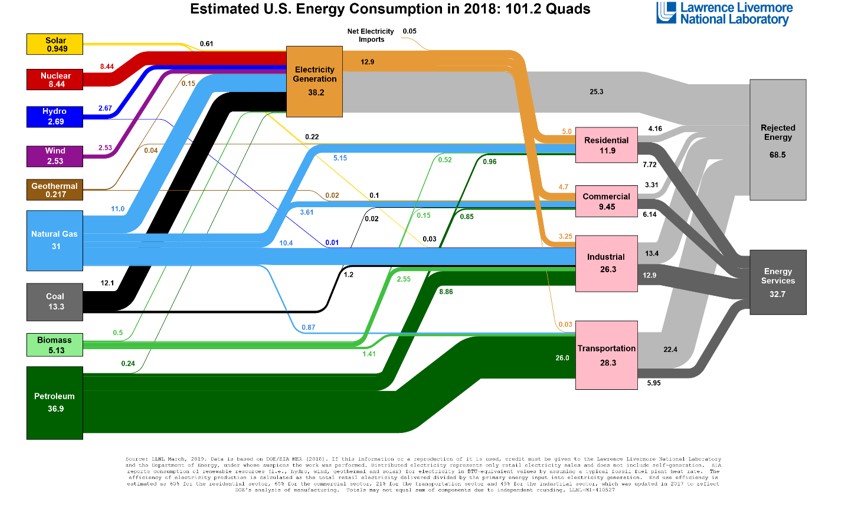 While the United States and Europe has largely plateaued in energy consumption, and even declined in the last years, second and third world countries are consuming more and more energy as they produce more products and improve their standards of living. The Asia Pacific region is on track to use more energy than the rest of the continents, combined. (note 4)
While the United States and Europe has largely plateaued in energy consumption, and even declined in the last years, second and third world countries are consuming more and more energy as they produce more products and improve their standards of living. The Asia Pacific region is on track to use more energy than the rest of the continents, combined. (note 4) 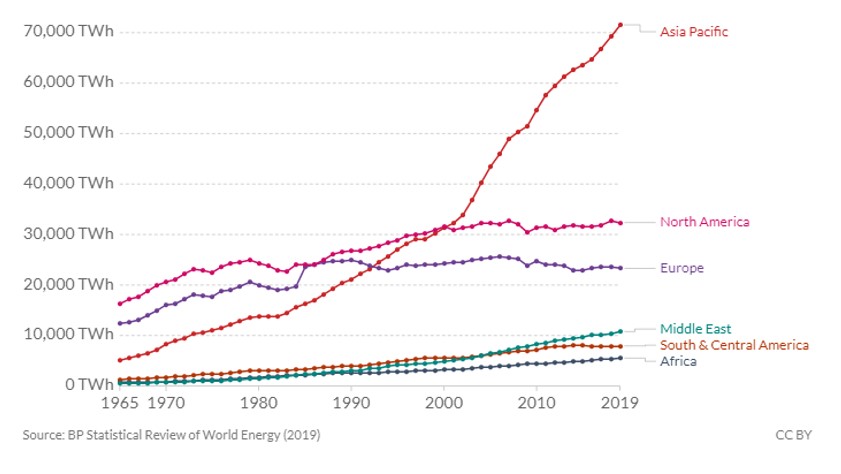 The Unites States industrial energy consumption varies greatly by industry and is largely consumed in the production of raw materials; bulk chemical (29%), refining (18%), mining (11%), construction (7%), paper (6%), Iron–steel–aluminum (6%) and so on.
The Unites States industrial energy consumption varies greatly by industry and is largely consumed in the production of raw materials; bulk chemical (29%), refining (18%), mining (11%), construction (7%), paper (6%), Iron–steel–aluminum (6%) and so on.
(note 5) 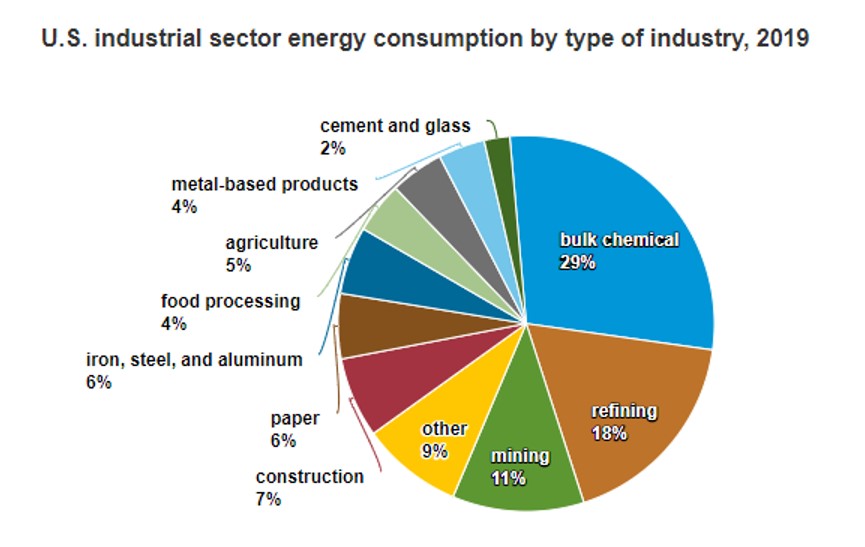 With so much energy used in the raw material and finished goods production, globally, it is clear that improvements in the equipment and systems used in automation can have a significant impact on energy use. Manufacturing processes rely on a complex array of manual and automated industrial automation systems. These systems impact the productivity, precision and performance of the manufacturing process, thereby also impacting the energy consumption. An economic impact analysis conducted by PNNL and CESMII outlines energy usage in key industry verticals – pulp & paper, iron & steel, chemicals, petroleum refining, food & beverage.
With so much energy used in the raw material and finished goods production, globally, it is clear that improvements in the equipment and systems used in automation can have a significant impact on energy use. Manufacturing processes rely on a complex array of manual and automated industrial automation systems. These systems impact the productivity, precision and performance of the manufacturing process, thereby also impacting the energy consumption. An economic impact analysis conducted by PNNL and CESMII outlines energy usage in key industry verticals – pulp & paper, iron & steel, chemicals, petroleum refining, food & beverage.
More importantly, it highlights the immediate improvement gains in these (and other) industry verticals through Smart Manufacturing technologies such as sensing, control, predictive modeling, diagnostics, monitoring, etc. The improvement gain ranges from as little as 5% to as much as 30%. (note 6) 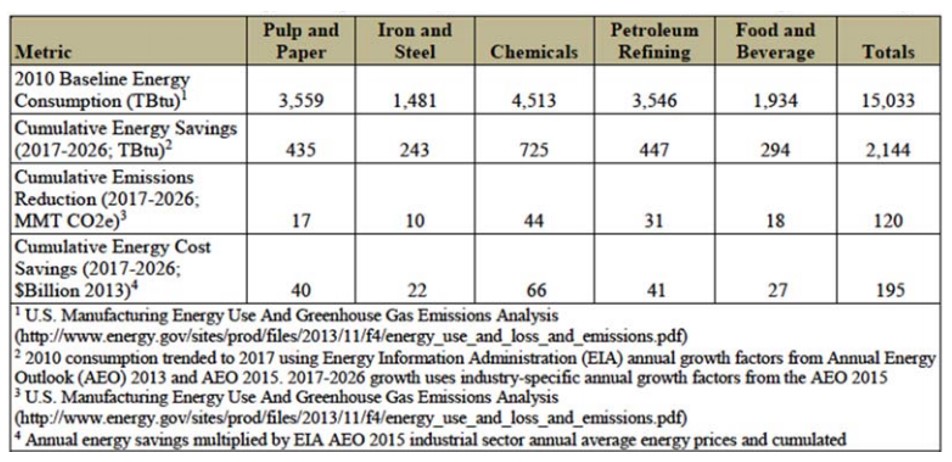 CESMII’s effort to make an impact on energy consumption and energy productivity: CESMII–The Smart Manufacturing Institute goals and metrics include a significant emphasis on improving energy consumption and energy productivity through Smart Manufacturing.
CESMII’s effort to make an impact on energy consumption and energy productivity: CESMII–The Smart Manufacturing Institute goals and metrics include a significant emphasis on improving energy consumption and energy productivity through Smart Manufacturing.
These goals include doubling energy productivity gains in U.S. manufacturing in 10 years, and a 15% improvement in energy efficiency in first-of-a-kind industrial testbeds achieved within 5 years. Implementing Smart Manufacturing can result in energy savings through improved process control, reduced scrap, reduced downtime and increased performance and productivity. CESMII is achieving these goals through a number of initiatives:
-
Education and Workforce Development to deliver an understanding of Smart Manufacturing
-
Enable information exchange through peer group networking
-
Co-fund research to solve industry challenges that will lead to significant energy savings
-
Deliver technology enabling the rollout of solutions at scale
Research projects that deliver energy savings
In order to demonstrate impact of Smart Manufacturing on energy consumption and energy productivity, CESMII launched a portfolio of projects in 2019 that address several energy intensive industry verticals that include steel, chemical, cement, food and aerospace. These projects are listed below:
-
Honeywell and its partners will develop technologies on data modeling, machine learning and data-centric analytics to improve quality and productivity for Aerospace additive manufacturing flow paths.
-
ThinkIQ will create new data modeling and analytics technology to infer energy consumption and optimize energy usage at General Mills facilities without the use of expensive sensing or metering.
-
Texas A&M will develop Smart Manufacturing (SM) modeling tools to predict and optimize performance of cryogenic air separation units at Praxair leading to improvements in energy consumption.
-
UCONN will work with UTRC and J&J to develop systems engineering based SM solutions to enable energy efficiency improvement in the precision machining and hybrid manufacturing of metals/alloys.
-
ArcelorMittal and its partners will develop sensing and predictive modeling to improve steel slab quality and productivity of the continuous casting process to reduce the overall energy intensity.
-
University of Louisville will incorporate modern monitoring, simulation and process control systems that will optimize energy use in the cement manufacturing process at Argos by lowering kiln temperatures.
-
Virginia Tech and partners will develop automated process monitoring and controls to improve energy efficiency in a thermally intensive brake manufacturing process at Honeywell’s facilities
Potential impact of specific projects:
-
ArcelorMittal (Steel): A tiny 0.2% savings in yield (from reduction of defects) is equivalent to an annual savings of $90M for the whole US steel industry (plus a whopping 2.68 PJ of energy savings per year equivalent to about 22 million gallons of gas savings, enough to power ~ 70,000 typical American homes for a year). For the steel industry, predictive maintenance tools alone could save at least $2M per caster strand per year (there are hundreds of strands in the US)"
-
Honeywell (Metal Additive Manufacturing): 5% energy savings can be derived from Yield Improvement, reduced transportation and Energy savings relative to traditional casting and forging processes. Current AM metal processing yields are 90% at best. Successful development of sensors, monitoring and data analytics will help improve yield to 95% reducing energy consumption overall by 5%.
-
ThinkIQ/General Mills: Enable General Mills to reach their target goal of 2% reduction (gas & electricity) in each of 2 facilities.
-
University of Louisville/Argos: Reducing typical operating temperatures alone will energy consumption by 20%. Better prediction of the raw material state through calibrated materials models will also allow a reduction of kiln reside times resulting in a similar 20% reduction in energy use per ton of cement.
-
Texas A&M/Linde: For a large company (Praxair/Linde), 1% increase in operating efficiency can result in a savings of up to $10million/year.
-
UCONN/J&J/UTC: 25% reduction in energy usage, operations costs and downtime would result in about $55M in annual savings at J&J manufacturing base. A 50% reduction in manufacturing energy consumption in non-optimized UTC manufacturing facilities.
-
Virginia Tech/Honeywell: 20% energy savings for Carbon-Carbon composite brake manufacturing at one aerospace facility alone saves 294 TW per year. 15% reduction in energy consumption through automated process monitoring and control at Honeywell.
CESMII will also be launching the following projects in late 2020, addressing energy directly and indirectly. 2020 projects:
-
Auburn University and Rayonier Advanced Materials will develop a soft sensor and predictive control for anti-foaming agent usage, wash water flow, and pulp quality in paper manufacturing using statistics pattern analysis and machine learning.
-
Honeywell, Virginia Tech, Bodycote, and Seco-Warwick will develop new sensors, monitoring and data analytic methods and apply them to three industrially relevant thermal processes.
-
Rutgers, The State University of New Jersey, and Janssen Pharmaceuticals will develop advanced process models, sensors and data integration architecture that will be demonstrated on wet granulation, drying and milling in pharmaceutical manufacturing processes.
-
UTRC, Purdue University, and the Connecticut Center for Advanced Technology Inc. will develop a simulation and testing framework to determine the feasibility of using ultrasound to mitigate dirty white spot defects in forged IN 718 turbine parts in the Vacuum Arc Remelting process.
-
West Virginia University, University of Buffalo, and Indiana Technology and Manufacturing Companies (ITAMCO) will develop and test hybrid modeling for energy efficient grinding processes for gear manufacturing in collaboration with the industrial partners.
Achieving your goals in energy reduction
It’s clear that improvements in manufacturing technologies and techniques will lead to major savings in energy. These have always been the goals of IOT, IIOT, Industry 4.0 and Smart Manufacturing. However, to achieve and maximize these gains, the market needs to focus on a broad array of initiatives including education and workforce development, networking with peer groups, leveraging the results of advanced research, and select the right technologies to accelerate the rollout of solutions. This is where CESMII–The Smart Manufacturing Institute comes in.
A membership with CESMII should be your first step to enable your organization to realize the goals of Smart Manufacturing, and all the benefits associated with it.
References
-
Energy is an Ingredient – General Mills Video Presentation Example
-
NIST Standard for Capturing All Variables Impacting a Manufacturing Process
-
USA Energy Breakdown
-
Energy Use by Continent
-
Energy use by Industry
-
Jim Davis – UCLA - Whitepaper on Energy Savings
