



When 'better control' doesn’t show up in the cost report
The team worked hard to optimize a legacy North American paper machine: they tuned loops, calmed upsets and tightened variability. The trends looked better. Operators complained less. But the monthly cost report didn’t budge. Steam was still high, furnish was still “safe” and setpoints still sat conservatively in the middle of the specification window to avoid quality alarms.
The breakthrough came when the mill treated variability reduction as step one and monetization as step two. Once the moisture and basis weight distributions tightened, the team moved the operating mean toward the economic edge of the specification window, held it long enough to prove it was effective and then locked it into standard recipes. That discipline, known as target shifting, turned stability into repeatable savings.
If your plant has improved control performance but hasn’t captured the dollars, target shifts are often the missing link.
What you’ll learn
After reading this article, you will be able to do the following:
- Decide whether a variable should be shifted up or down based on economics and specification risk.
- Estimate annual savings using one simple equation with a realistic capture factor.
- Implement, verify and sustain target shifts on brownfield systems without compromising quality or runnability.
Key takeaways
Shift the mean; don’t change the specification: Target shifting is moving the operating average within the specification limits.
- Select the shift direction based on economics: Shift up when a higher value increases profit (e.g., enables throughput or reduces energy limits). Shift down when a lower value increases profit (e.g., reduces raw material or chemical cost).
- Separate the theoretical value from the capturable value: Use a documented capture factor.
- Verify with controlled-change discipline: Hold the new target, normalize results per ton, exclude abnormal states and keep a rollback plan.
Determine the shift direction in 30 seconds
A target shift is simply moving the operating mean after you reduce variability. The specification limits do not move.
- Target shift up: Run closer to the upper specification limit because a higher value saves money or unlocks capacity.
- Target shift down: Run closer to the lower specification limit because a lower value reduces cost.
Paper manufacturing examples. The following are guidelines for adjusting moisture content, basis weight, additive setpoints and ash.
- Moisture up (shift the moisture target higher, still within the specifications): Running slightly wetter reduces the amount of water you must evaporate in the dryer section, which can lower the amount of steam per ton. If the machine is genuinely drying-limited, that reduced evaporation requirement can also allow a small speed increase without violating moisture specifications. The key is proving the constraint: if you are press- or wet-end-limited, raising the moisture may not create additional throughput.
- What to watch for: Higher moisture can increase break risk on some sensitive grade families (e.g., lightweight or strength-sensitive products) and can affect winding or convertibility if pushed too far.
- How to verify: Confirm that the moisture stays within specification and the guardrails stay stable, then quantify the benefit by trending steam per ton (or dryer energy per ton) across comparable operating windows. For throughput, confirm a sustained tonnage increase and that the downstream processes can accept it.
- Basis weight down (shift the basis weight target lower, still above the lower limit). This is the classic “every-ton” lever. If the basis weight variability drops, you can run closer to the lower specification edge with the same (or better) compliance, reducing fiber per ton across eligible production. Even small shifts can be meaningful because they apply continuously.
- What to watch for: Going too low can trigger strength, caliper or customer-converting issues; some grades (e.g., lightweight or strength-sensitive products) have “hidden” constraints beyond the formal specifications.
- How to verify: Audit furnish consumption (fiber per ton), confirm specification compliance and verify that converting-related guardrails (strength, caliper, thickness variation and customer claims) are in place.
- Additive setpoints down. This can reduce chemical spend once stability is proven and quality is protected.
- Ash up (where allowed). Substitute lower-cost filler for fiber while meeting quality requirements.
Rule of thumb. If increasing a variable increases revenue, shift it up. If decreasing a variable increases revenue, shift it down. You “earn the right” to shift only after the variability drops.
Align everyone on the concept that reduced 2-sigma variability creates room to move the mean while staying within the same specification limits
The fastest way to eliminate confusion is to show the distribution before and after variability reduction. When variation shrinks, you create “room” inside the specification window. That room lets you shift the mean up or down without increasing specification violations. The specification does not move — only the operating average moves.
Use the diagrams in Figures 1 and 2 in shift meetings, management updates and finance reviews to prevent two common misunderstandings:
- Target shifting changes the specification.
- Up is always good, or down is always good.
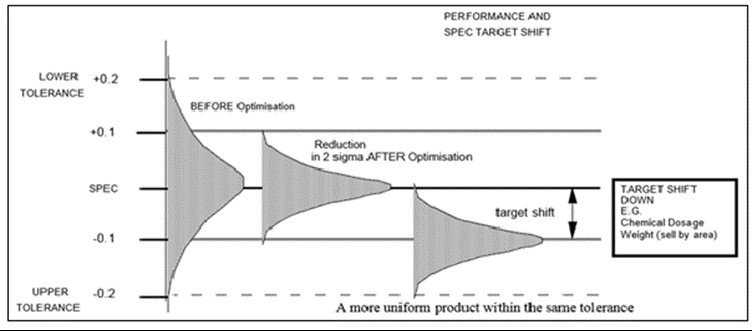 Figure 1: Target shift down.
Figure 1: Target shift down.
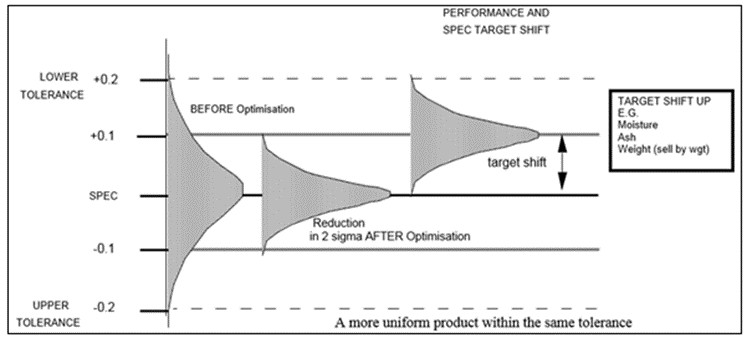 Figure 2: Target shift up.
Figure 2: Target shift up.
Where target-shift value comes from (avoid double-counting)
Target shifts create value in three distinct process elements: material, energy and throughput. When verifying the shift results, it is important to keep the data for each element separate so that savings claims are distinct and credible.
- Material: Fewer pounds of fiber or chemicals per ton (often the most repeatable)
- Energy: Less steam or electricity per ton (compare normalized energy per ton across the mix of similar material grades and operating windows)
- Throughput: More sellable tons, but only when a true constraint exists and the downstream processes can accept the volume
Best practice. Choose one primary value component per shift and verify the outcome using that component with an agreed-upon baseline and exclusions.
Keep estimates honest with one equation and a capture factor
Use an estimate that your finance partner can audit:
Annual Savings = (Tons Affected) × (Per-Ton Impact, $/ton × (Capture Factor, 0-1)
The capture factor is the realism lever. It captures material grade applicability, true constraint hours and how much of the theoretical effect becomes sellable value.
Example. If 80% of production is eligible and you expect to realize 70% of the theoretical effect, your capture factor is 0.8 × 0.7 = 0.56.
Tip. Write capture-factor assumptions down before you change targets. Revisit them after 30 to 60 days with operating evidence.
Shift moisture up safely (energy first, throughput only when proven)
Moisture is a classic shift-up lever when the product allows it. Running slightly wetter reduces the required evaporation per ton and can relieve a dryer constraint.
If you claim energy savings, verify the normalized steam per ton over comparable operating windows. Exclude abnormal states such as start-ups, break recovery and lab-driven recipe changes. If you claim improved throughput, prove the dryer is the constraint and that downstream processes can accept additional tons. Track speed and net time productive (NTP) hours — the time you are actually making sellable product, excluding downtime and break recovery.
Risk and mitigation. Shifting moisture up can increase break sensitivity on some grades. Use moisture-profile monitoring, max-moisture guardrails and a rollback trigger tied to quality alarms and runnability.
Note: A grade family or group is a set of closely related grades that run similarly (same furnish and process recipe with small shifts in basis weight or targets).
Treat a basis weight down shift as an every-ton fiber program
Basis weight is often the most direct shift-down lever because fiber cost dominates variable costs and the savings apply across every eligible ton.
After you tighten the basis weight variability, move the operating mean closer to the lower specification limit while keeping violations flat (or improving) relative to the baseline.
Verify that the shift delivers savings while maintaining specification compliance and quality guardrails using:
- Furnish consumption audits (fiber per ton).
- Specification compliance (the percentage of time within spec and off-spec tons).
- At least one quality guardrail (strength, caliper or customer-complaint rate).
Five steps to verify your savings (without arguments later)
- Baseline with existing data. Use the quality control system (QCS) and historian trends to quantify variability and confirm time alignment. Flag invalid sensor periods.
- Define direction and economics. Choose up or down, select the primary value component, agree on the $/ton impact and document the capture-factor assumptions.
- Set guardrails and rollback triggers. Define the allowable shift range, hold period and rollback triggers (quality alarms, breaks and customer limits).
- Stage, hold and compare. Make changes in small increments and hold them through normal disturbances and grade changes. Exclude abnormal states. Normalize the data per ton for energy and material.
- Lock it in. Once improvements are proven, update the distributed control system (DCS) and QCS grade recipes, operator instructions and shift handover notes so the target shift becomes standard work.
Make it stick: Governance prevents drift
Most target-shift programs fail for one reason: the plant proves value once, then slowly drifts back to conservative setpoints after the next upset, crew change or leadership transition. Governance turns a “good trial” into permanent savings.
Build three routines into the operating system:
1. Monthly performance audit (15 to 30 minutes). Review the variability (2-sigma or coefficient of variation [CoV]), specification violations and savings key performance indicators (KPIs) (fiber per ton, steam per ton or tons per NTP hour). Compare the performance against that of the last locked recipe. If variability creeps up, stop shifting targets and fix the control problem first.
2. Operator ownership and training. Explain the up and down logic, guardrails and rollback triggers. Train crews to treat the target as a deliberate setting, not a knob to turn during stress. Reinforce the “why” with a one-page shift guide, and show operators the KPI trend that proves the shift is working.
3. Recipe integration and change control. Embed the targets in DCS and QCS grade recipes, not in personal notes. Require a documented reason and a short hold period for any recipe deviation. When deviations happen, treat them as learning opportunities — update the guardrails — not habits.
Assign clear owners: engineering or automation owns guardrails and change control; operations owns adoption and recipe discipline; and finance (or a designated analyst) owns the savings method and sign-off. This prevents drift and keeps the value auditable.
Monday morning checklist: Screen your machine for a target shift
Don’t wait for a capital project. Use this checklist to start on Monday.
- Pick one variable with clear economics (basis weight, moisture or a top-spend additive).
- Confirm that the measurement is trusted (calibration status, drift checks and valid ranges).
- Quantify the current variability (2-sigma or CoV) by grade family and shift.
- Identify today’s giveaway: Measure how far the operating mean sits from the economic edge of the specification window (the unnecessary buffer inside the specification limits). Then choose the shift direction: up if a higher value increases profit, or down if a lower value increases profit.
- Choose one value element (material, energy or throughput).
- Use this equation to estimate the value: Tons × $/ton × Capture Factor (write assumptions down).
- Define the guardrails, hold periods and rollback triggers.
- Stage the shift in small increments and verify it with normalized KPIs.
- Once proven, lock the target into DCS and QCS recipes and train the crews.
Conclusion
Target shifts extend brownfield optimization by monetizing stability gains. Tighten variability first, then shift the operating mean deliberately toward the economic edge of the specification window. Start with one variable, prove the change is effective using disciplined verification, lock the change into recipes and sustain it with simple governance routines. That is how small percentage improvements become repeatable annual savings.
